
El oxicorte, también llamado corte autógeno, es un procedimiento industrial ampliamente utilizado para cortar chapas de acero, tubos o piezas metálicas de gran espesor. Se basa en calentar el material con una llama de gas combustible (acetileno, hidrógeno, propano…) y proyectar después un chorro de oxígeno a presión que oxida y desintegra el metal, generando un corte limpio.
Se emplea en sectores como la calderería, construcción naval, estructuras metálicas o el desguace de barcos. Aunque es una técnica eficaz y extendida, el oxicorte implica riesgos químicos significativos por la generación de humos metálicos, partículas y gases tóxicos.
Oxicorte por CNC: riesgos, evaluación y medidas preventivas
¿Qué es el oxicorte CNC?
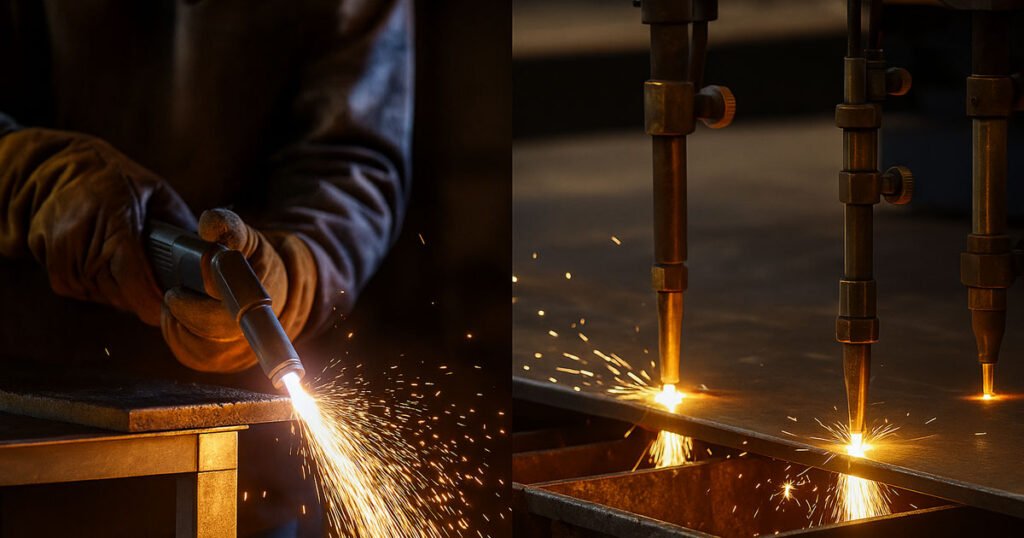
El oxicorte CNC se realiza en mesas de corte automatizadas en las que uno o varios sopletes oxiacetilénicos son guiados por un sistema de control numérico (CNC). Esto permite cortes de gran precisión en chapas de acero al carbono, incluso superiores a los 300 mm de espesor, optimizando tiempo y material.
Se emplea en sectores como la construcción naval, calderería pesada o fabricación de grandes estructuras metálicas.

Riesgos químicos asociados
Durante el oxicorte CNC se generan contaminantes que afectan directamente a la higiene industrial:
- Humos metálicos: hierro, manganeso, níquel, cromo y sus óxidos.
- Óxidos de nitrógeno (NO, NO₂): por la combustión a alta temperatura.
- Monóxido de carbono (CO): por combustión incompleta.
- Ozono (O₃): en operaciones con radiación ultravioleta.
- Otros vapores tóxicos: derivados de pinturas, aceites o recubrimientos de las piezas.
Evaluación de los riesgos
El técnico de PRL debe realizar una evaluación conforme a la legislación vigente:
- Identificación de contaminantes: según material base, recubrimientos y condiciones de corte.
- Muestreo de humos y gases: con equipos de muestreo personal y detectores portátiles.
- Comparación con valores límite:
- VLA-ED y VLA-EC (INSST, España).
- TLV de la ACGIH y NIOSH RELs como referencias internacionales.
- Normas UNE aplicables:
- UNE-EN 689:2019: estrategia de medición de la exposición a agentes químicos.
- UNE-EN 482:2021: requisitos generales de los procedimientos de medición.
- Marco legal:
- RD 374/2001 sobre agentes químicos.
- RD 665/1997 sobre agentes cancerígenos y mutágenos.
Medidas preventivas
- Técnicas:
- Sistemas de ventilación localizada de extracción en cabinas de corte CNC.
- Filtros HEPA (partículas) y carbón activado (gases).
- Mantenimiento periódico de sopletes y mesas de corte.
- Organizativas:
- Formación específica a los operarios en riesgos químicos.
- Protocolos de trabajo en entornos ventilados.
- Señalización y limitación de acceso a las zonas de corte.
- Equipos de protección individual (EPI):
- Mascarillas con filtros combinados (partículas + gases) según RD 773/1997.
- Pantallas faciales con protección UV.
- Ropa ignífuga y guantes adecuados.
👉 Todo ello bajo el marco de la Ley 31/1995 de PRL y el RD 486/1997 sobre condiciones mínimas de seguridad y salud en los lugares de trabajo.
Oxicorte manual: riesgos, evaluación y medidas preventivas
¿Qué es el oxicorte manual?
El oxicorte manual se realiza con un soplete portátil manejado por el operario. Se utiliza en obra, mantenimiento, desguaces o reparaciones en campo, donde no es posible disponer de grandes máquinas. Es más flexible y económico que el CNC, aunque depende en gran medida de la destreza del trabajador.

Riesgos químicos asociados
Aunque la técnica es similar a la del CNC, la exposición del operario es mayor porque se encuentra más próximo a la fuente de emisión:
- Humos metálicos: hierro, manganeso, zinc, plomo, cadmio, etc.
- Óxidos de nitrógeno (NOx) y monóxido de carbono (CO).
- Ozono (O₃) por radiación ultravioleta.
- Vapores tóxicos adicionales: fosgeno, acroleína y fluoruros si hay pinturas, aceites o fundentes en las piezas.
Evaluación de los riesgos
La evaluación en oxicorte manual se centra en la exposición directa del operario:
- Muestreo personal: colocación de muestreadores en la zona de respiración del soldador.
- Medición ambiental: para gases como CO, NO₂ y O₃.
- Normas de referencia:
- UNE-EN 689:2019 para planificar la medición.
- UNE-EN 482:2021 para garantizar la validez de resultados.
- Normativa aplicable:
- RD 374/2001 sobre agentes químicos.
- RD 773/1997 sobre uso de EPIs.
- Ley 31/1995 de PRL como marco general.
Medidas preventivas
- Técnicas:
- Uso de extractores portátiles o brazos articulados de aspiración.
- Evitar cortar piezas con recubrimientos sin preparación previa.
- Realizar el corte en espacios abiertos o con ventilación forzada.
- Organizativas:
- Formación del trabajador sobre posturas adecuadas y riesgos de inhalación.
- Rotación de tareas para reducir la exposición.
- Supervisión periódica del estado de los sopletes.
- Equipos de protección individual (EPI):
- Mascarillas con filtros homologados para gases y partículas.
- Pantallas protectoras adecuadas contra radiación UV.
- Guantes ignífugos y ropa de protección resistente al calor.
👉 Todas estas medidas se deben aplicar siguiendo la Ley 31/1995, el RD 486/1997 (lugares de trabajo) y el RD 773/1997 (EPI).
Tabla comparativa de riesgos y prevención en oxicorte manual y CNC
| Aspecto | Oxicorte CNC | Oxicorte Manual |
|---|---|---|
| Qué es | Corte automatizado mediante mesas CNC con sopletes oxiacetilénicos/oxhídricos. Alta precisión, cortes repetitivos y espesores hasta >300 mm. | Corte con soplete portátil dirigido por el operario. Usado en obra, desguace y reparaciones. Portátil y económico. |
| Riesgos químicos | Humos metálicos (Fe, Mn, Cr, Ni), NOx, CO, O₃, vapores tóxicos de recubrimientos. | Humos metálicos (Fe, Mn, Zn, Pb, Cd…), NOx, CO, O₃, vapores tóxicos (fosgeno, acroleína, fluoruros). Mayor exposición directa. |
| Evaluación de riesgos | Muestreo personal y ambiental; comparación con VLA-ED/VLA-EC; referencia a TLV ACGIH y NIOSH. Normas: UNE-EN 689:2019, UNE-EN 482:2021. | Muestreo personal en zona de respiración, detectores de gases. Normas: UNE-EN 689:2019, UNE-EN 482:2021. |
| Medidas preventivas | Ventilación localizada en cabinas de corte, filtros HEPA y carbón activado, formación, señalización, EPIs según RD 773/1997. | Extractores portátiles, ventilación natural/forzada, evitar cortar piezas con recubrimientos, formación, rotación de tareas, EPIs según RD 773/1997. |
| Normativa aplicable | Ley 31/1995 de PRL; RD 374/2001 (agentes químicos); RD 665/1997 (cancerígenos); RD 486/1997 (lugares de trabajo); RD 773/1997 (EPI). | Ley 31/1995 de PRL; RD 374/2001 (agentes químicos); RD 486/1997 (lugares de trabajo); RD 773/1997 (EPI). |
¿Y el plasma?
Aunque las mesas de corte por plasma y las de oxicorte CNC se parecen, el plasma no es oxicorte.
- Plasma: utiliza un arco eléctrico para ionizar un gas y generar un chorro de plasma a más de 20.000 ºC. Corta metales conductores de cualquier tipo, en espesores finos y medios.
- Oxicorte: utiliza oxígeno a presión y una llama combustible, siendo eficaz sobre todo en aceros al carbono gruesos.
👉 En la industria moderna es habitual encontrar máquinas combinadas que integran plasma y oxicorte en la misma mesa, de manera que el operador elige el proceso según el material y el espesor.
Conclusión
El oxicorte, ya sea manual o CNC, sigue siendo una técnica esencial en la industria metalúrgica.
- El oxicorte manual destaca por su portabilidad y bajo coste, siendo ideal para reparaciones y trabajos en obra.
- El oxicorte CNC se impone en entornos industriales donde se requiere precisión, rapidez y capacidad de cortar chapas muy gruesas.
- Aunque el plasma y el láser han ganado terreno en cortes más finos y variados, el oxicorte mantiene su papel insustituible en espesores elevados.