
La metalurgia de segunda transformación comprende los procesos en los que el metal, ya solidificado tras la colada o moldeo, se somete a deformaciones plásticas controladas para darle formas más útiles, precisas y comercializables. En esta etapa se obtienen chapas, barras, alambres, tubos o perfiles, que servirán de base a las industrias de mecanizado, automoción, construcción, electricidad y bienes de equipo.
A diferencia de la metalurgia primaria —centrada en la extracción y primera solidificación del metal—, aquí el objetivo no es separar el metal de su mena, sino modificar su forma y propiedades mecánicas mediante esfuerzos controlados de compresión, tracción o presión en caliente o en frío.
Los principales procesos de conformado mecánico son tres: laminación, trefilado y extrusión. Todos ellos implican altas cargas de trabajo, temperaturas variables, lubricantes industriales y contacto con aceites o emulsiones, lo que introduce riesgos químicos y físicos que deben ser evaluados con precisión.
🔹 Laminación
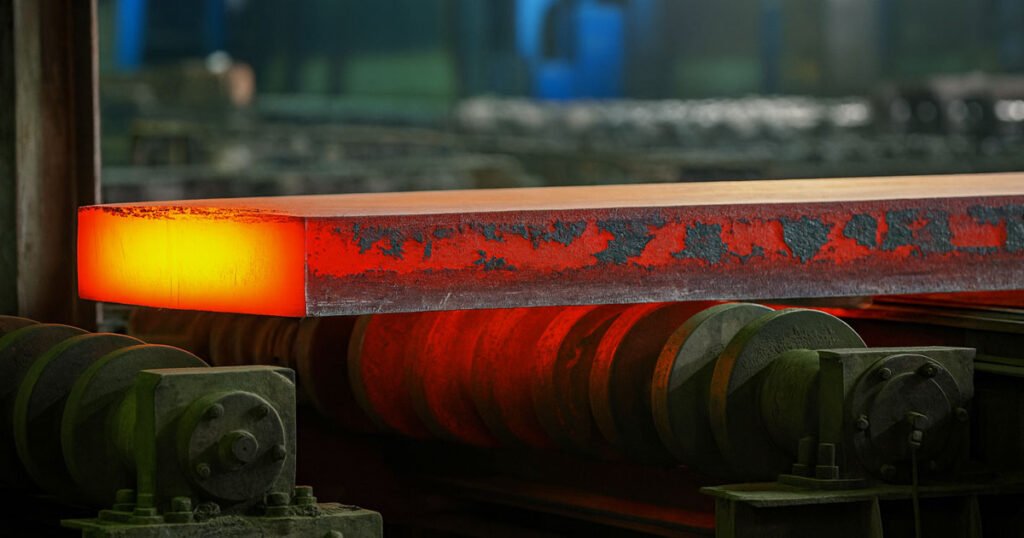
La laminación consiste en hacer pasar el metal sólido entre rodillos que giran en sentido contrario, reduciendo su espesor y dándole una forma más extensa y plana (chapas, planchones, bandas, vigas o perfiles).
Puede realizarse en caliente (por encima de la temperatura de recristalización) o en frío (por debajo de ella), dependiendo del material y las tolerancias requeridas.

🔬 Riesgos químicos y físicos
Durante la laminación, los principales riesgos proceden de:
- Aceites y emulsiones lubricantes: pueden contener aditivos biocidas, aminas y boratos que liberan vapores o aerosoles irritantes para las vías respiratorias y la piel.
- Humos metálicos y óxidos: generados por la oxidación superficial del metal en caliente, especialmente en aceros y aleaciones de cobre o aluminio.
- Aerosoles de agua-aceite: pueden acumularse en el aire de la nave, provocando nieblas oleosas y contaminación del ambiente de trabajo.
- Riesgo térmico por proximidad a hornos de recalentamiento y rodillos calientes.
📏 Evaluación de la exposición
Se utilizan:
- Muestreadores personales para aerosoles de aceite y nieblas (UNE-EN 689).
- Determinación de humos metálicos por gravimetría y análisis ICP (Fe, Al, Zn, Cu).
- Monitoreo de temperatura y ventilación en zonas de recalentamiento y laminación en caliente.
🧯 Medidas preventivas y correctoras
- Ventilación localizada sobre rodillos y hornos.
- Sustitución de aceites minerales por emulsiones acuosas de baja toxicidad.
- Cabinas cerradas de control con sobrepresión.
- Mantenimiento preventivo de rodillos y estanquesidad de circuitos hidráulicos.
- EPI: guantes térmicos, gafas, pantalla facial, ropa aluminizada, mascarilla FFP3 en áreas de niebla o humo.
🔹 Trefilado y enderezado
El trefilado consiste en estirar un alambre o varilla metálica a través de una serie de matrices (hileras) para reducir progresivamente su diámetro, mientras que el enderezado elimina curvaturas y ondulaciones del material.
Se aplica sobre cobre, aluminio, acero inoxidable o alambres galvanizados, para la fabricación de cables eléctricos, muelles, tensores o componentes estructurales.

🔬 Riesgos químicos y físicos
- Polvos metálicos desprendidos durante el estirado o el lijado superficial.
- Lubricantes sólidos o pastosos (jabones, grafito, borax, fosfatos, óxidos) que pueden generar partículas irritantes y residuos contaminantes.
- Aceites y disolventes de limpieza usados en el mantenimiento de hileras y equipos.
- Ruido y vibraciones continuas por el funcionamiento de bobinadoras y motores.
📏 Evaluación de la exposición
- Muestreos de polvo total y respirable (UNE-EN 482).
- Determinación de metales específicos por espectrometría (Zn, Fe, Cu).
- Control de ruido ambiental y vibraciones de herramientas.
- Análisis de lubricantes usados y gestión de residuos peligrosos.
🧯 Medidas preventivas y correctoras
- Ventilación localizada en la zona de trefilado y recogida de virutas.
- Cabinas o cortinas acústicas para atenuar ruido.
- Eliminación de lubricantes contaminados mediante limpieza controlada.
- Programas de sustitución de agentes con aminas secundarias o boratos.
- EPI: guantes anticorte, gafas envolventes, mascarilla antipolvo FFP2, protectores auditivos.
🔹 Extrusión
La extrusión se basa en hacer pasar el metal calentado por una matriz bajo alta presión, generando perfiles, tubos o secciones huecas continuas con una forma constante.
Se aplica sobre aluminio, cobre, latón o aleaciones ligeras para fabricar marcos, tuberías, disipadores o estructuras industriales.

🔬 Riesgos químicos y físicos
- Aceites y grasas de alta temperatura que pueden descomponerse y liberar vapores orgánicos o nieblas.
- Óxidos metálicos generados por el calentamiento previo del tocho.
- Aerosoles de refrigerantes y agentes desmoldeantes.
- Contactos térmicos y exposición a radiación infrarroja en hornos y prensas.
📏 Evaluación de la exposición
- Muestreo de humos metálicos y aerosoles (UNE-EN 689).
- Monitorización de temperatura y radiación térmica.
- Análisis de compuestos orgánicos volátiles (COV).
- Evaluación de ventilación y renovación de aire por sección.
🧯 Medidas preventivas y correctoras
- Campanas extractoras sobre hornos y boquillas de extrusión.
- Mantenimiento y limpieza programada de prensas y hornos.
- Uso de lubricantes sintéticos no clorados.
- Formación específica en prevención térmica y manipulación de metales calientes.
- EPI: pantalla facial, guantes térmicos, mandil ignífugo, protección ocular y respiratoria.
⚙️ Evaluación global del riesgo
La metalurgia de segunda transformación combina riesgos físicos intensos (calor, ruido, vibraciones, atrapamientos) con exposición a contaminantes químicos y metálicos.
El control debe centrarse en tres pilares:
- Evaluación periódica de la exposición a partículas metálicas y aerosoles.
- Diseño ergonómico y ventilación localizada en cada punto de emisión.
- Formación y equipamiento del personal, reforzando la vigilancia de la salud en trabajadores expuestos.
📊 Tabla resumen de riesgos químicos en la metalurgia de segunda transformación
| Proceso | Contaminantes principales | Riesgo | Medidas clave |
|---|---|---|---|
| Laminación | Humos metálicos, óxidos, aceites y nieblas | Irritación respiratoria, dermatitis, calor excesivo | Ventilación localizada, sustitución de aceites, EPI térmico y respiratorio |
| Trefilado | Polvos metálicos, lubricantes sólidos, aceites | Irritación dérmica, intoxicación metálica, ruido | Aspiración localizada, sustitución de lubricantes, control acústico, EPI adecuado |
| Extrusión | Vapores orgánicos, óxidos, COV, calor | Inhalación de gases, radiación térmica, quemaduras | Campanas extractoras, lubricantes no clorados, formación, EPI térmico |
📘 Normativa aplicable
- Ley 31/1995, de Prevención de Riesgos Laborales (LPRL)
- Real Decreto 374/2001, sobre la protección frente a los riesgos derivados de agentes químicos en el trabajo
- Reglamento REACH (CE) nº 1907/2006
- Reglamento CLP (CE) nº 1272/2008
- INSST – Límites de Exposición Profesional para Agentes Químicos (2025)
Preguntas frecuentes
💬 Conclusión
La laminación, trefilado y extrusión constituyen la columna vertebral de la metalurgia de segunda transformación.
Estos procesos, aunque altamente automatizados, mantienen riesgos químicos significativos debido a la generación de humos, polvos y nieblas metálicas.
Una gestión preventiva eficaz, basada en evaluación higiénica, ventilación localizada y uso correcto de EPI, es la mejor garantía para preservar la salud de los trabajadores y la eficiencia del proceso industrial.
⚠️ Aviso importante
La información de este artículo tiene carácter divulgativo y orientativo. No sustituye en ningún caso a una evaluación oficial de riesgos químicos, que debe realizar un Servicio de Prevención de Riesgos Laborales acreditado conforme a la legislación vigente (Ley 31/1995 de Prevención de Riesgos Laborales y RD 374/2001 sobre agentes químicos).
Cada planta de segunda transformación (laminación, trefilado, extrusión) es responsable de aplicar medidas preventivas, realizar mediciones higiénicas periódicas y cumplir los Valores Límite de Exposición Profesional del INSST, así como las disposiciones del Reglamento REACH y del Reglamento CLP.